
热压后处理 3D 打印连续碳纤维增强热塑性塑料
2019-09-21
热压后加工
| 尽管经典的熔融沉积成型工艺(FDM)在制造复杂结构件方面具有先天优势,但使用该技术制造的部件仍然存在强度不足和耐热性低的问题。 |
为了增加产品的强度,使用轻质、高强度的纤维增强材料是一种非常有效的方法。 一些研究人员将短切纤维混合到树脂材料中,并加工出用于 FDM 的纤维增强线。 这种短切纤维增强线所继承的典型FDM工艺虽然具有形成复杂地貌构件的优势,但其对产品强度的提升并不是很明显,并不能满足我们所期望的高强度要求. 与短切纤维增强材料相比,连续纤维增强材料可以大大提高制品的强度,但由于纤维的连续性限制,成型方法缺乏形成复杂结构件的能力。
为了解决上述连续纤维增强成型的问题,日本高中的研究人员MY和YK专门设计制造了一种新型挤出喷嘴(图1)。
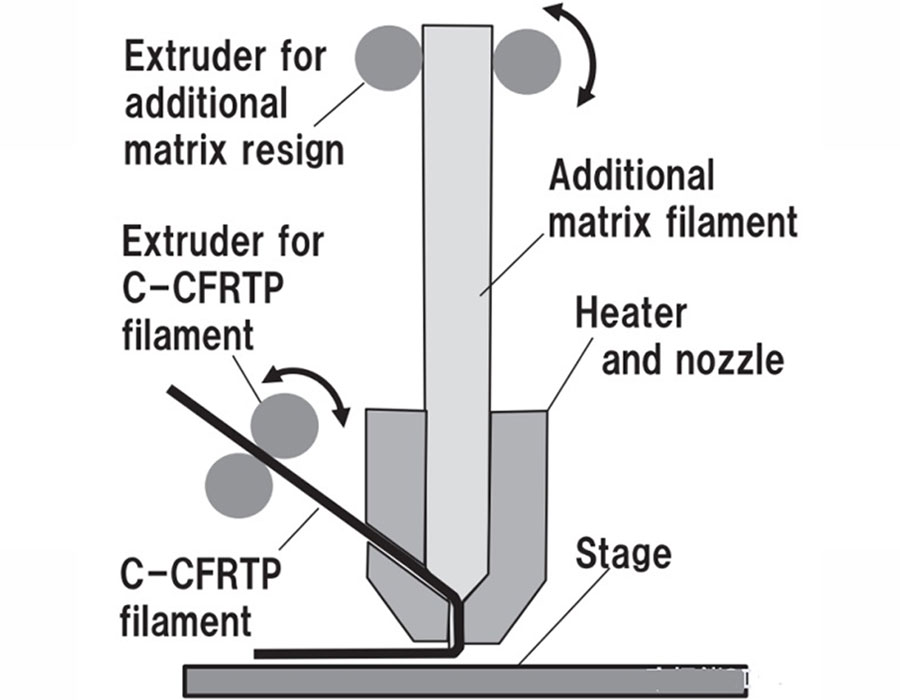
图 1 MY 和 YK 设计的喷嘴
不同于传统的连续纤维增强设备,该喷嘴使用两个进料装置来控制连续碳纤维增强热塑性线材和附加树脂线材的进料。 他们使用的连续纤维增强热塑性线材是由直径为6mm的PA0.3包裹碳纤维制成的线材,其中碳纤维体积含量Vf控制在50%,附加树脂材料为尼龙645。喷头打印的层截面如图2所示。单层的下部为连续纤维增强热塑性材料,上部为附加树脂材料。 从图中可以看出,额外的树脂材料可以弥补纤维增强。 材料的沟壑减少了印刷过程中空隙的产生。
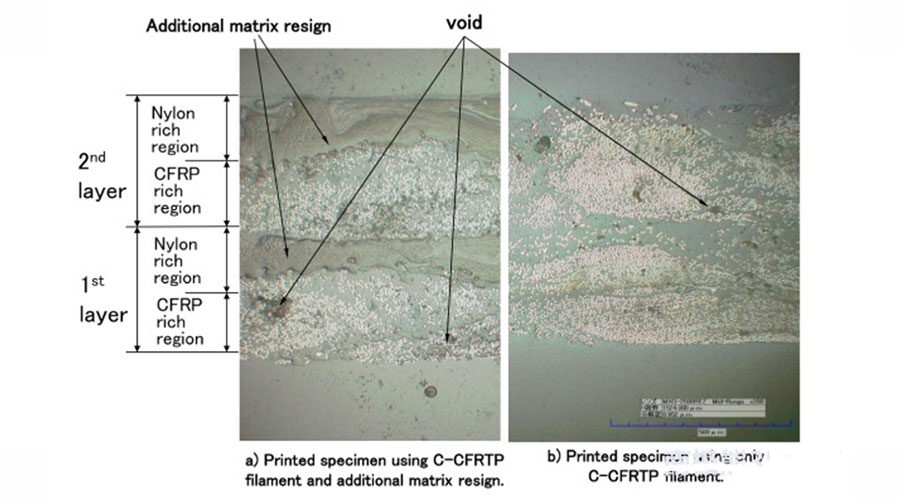
图 2 印刷单层剖视图
此外,MY和YK使用他们开发的设备制备拉伸试样并进行机械拉伸试验。 测试结果表明,样品的弹性模量E达到53 Gpa,泊松比γ 0.39,抗拉强度σb 701 MPa。
根据MY和YK的观察,他们推测成型件单层内部气孔的存在对产品的力学性能有非常显着的影响,并推测他们随后决定了热处理工艺根据材料的性质加热样品。 并热压以消除内部孔隙。 结果表明,热处理后试样的拉伸强度没有明显提高(20%),但热压后的试样与未处理试样相比,弹性模量和拉伸强度提高了一倍。 研究人员认为,热压工艺消除了单层中的孔隙,从而显着提高了产品的机械性能。
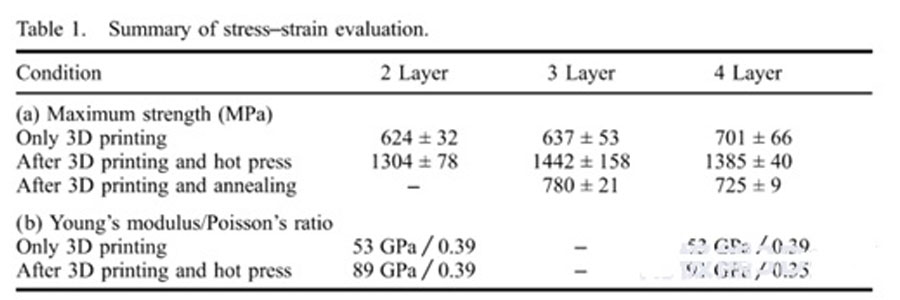
表1 不同热处理工艺的力学性能比较
参考文献:Yamawaki, M., & Kouno, Y. (2018)。 使用预成型件通过三维打印和热压成型制造连续碳纤维增强热塑性塑料的制造和机械表征。 先进复合材料,27(2),209-219。 doi:10.1080/09243046.2017.1368840
本文链接: 热压后处理 3D 打印连续碳纤维增强热塑性塑料
转载声明:如无特殊说明,本站所有文章均为原创。 转载请注明出处:https://www.cncmachiningptj.com/,谢谢!
 PTJ® 提供全方位的定制精度 数控加工中国 服务。ISO 9001:2015 & AS-9100 认证。 3、4、5轴快速精度 数控加工 服务包括铣削、按客户要求车削、能够加工具有 +/-0.005 毫米公差的金属和塑料加工零件。次要服务包括 CNC 和常规磨削、钻孔、压铸,薄板 和 冲压.提供原型、完整的生产运行、技术支持和完整的检验。服务于 汽车, 航天, 模具和夹具, LED 照明,医生、自行车和消费者 电子 行业。 准时交货。请告诉我们您的项目预算和预期交货时间。 我们将与您一起制定战略,提供最具性价比的服务,助您达成目标,欢迎联系我们( sales@pintejin.com ) 直接用于您的新项目。
PTJ® 提供全方位的定制精度 数控加工中国 服务。ISO 9001:2015 & AS-9100 认证。 3、4、5轴快速精度 数控加工 服务包括铣削、按客户要求车削、能够加工具有 +/-0.005 毫米公差的金属和塑料加工零件。次要服务包括 CNC 和常规磨削、钻孔、压铸,薄板 和 冲压.提供原型、完整的生产运行、技术支持和完整的检验。服务于 汽车, 航天, 模具和夹具, LED 照明,医生、自行车和消费者 电子 行业。 准时交货。请告诉我们您的项目预算和预期交货时间。 我们将与您一起制定战略,提供最具性价比的服务,助您达成目标,欢迎联系我们( sales@pintejin.com ) 直接用于您的新项目。





